Sjekk først
Inspiser beltet for uvanlige forhold eller slitasjeskader før oppstart.
Inspiser og sørg for at kontaktledningsnedbøyningen til beltets bunn er i riktig posisjon.
Hvis transportøren bruker spenningsjusteringen, sjekk den og sørg for at båndspenningen ikke er for stor stram.Ikke overskrid styrken som beltet tåler, bortsett fra transportbåndet av skubbet type.
Kontroller alle støtteruller og sørg for at de er i god roterende tilstand.
Kontroller driv-/mellomhjulshjulet for overdreven slitasjeskader
Kontroller skjøteposisjonen mellom kjedehjul og beltet for å fjerne alle gjenstander som satt fast.
Sjekk alle slitestrips og hold nede skinner for uvanlige eller overdreven slitasjeskader.
Kontroller både driv- og mellomaksler, og sørg for at de er integrert med transportbåndet.
Kontroller alle posisjoner som måtte smøres og sørg for at de er under normale forhold.
Kontroller alle posisjoner som måtte rengjøres av transportørsystemet.
Rengjøring Betydning
Ved rengjøring av beltet er det nødvendig å unngå å bruke vaskemiddelet som inneholder etsende ingredienser.
Selv om det er effektivt og nyttig å bruke vaskemiddelet til å vaske ut smuss;Det kan imidlertid også påvirke beltets plastmateriale og til og med forkorte levetiden til beltet.
HONGSBELT-serieprodukter for transportbånd er i utgangspunktet designet med enkle rengjørings- og dreneringsfunksjoner;derfor er det den mest riktige måten å rengjøre beltene med høytrykksvann eller trykkluft.
Dessuten er det nødvendig å rense smuss og andre knuste gjenstander fra bunnen eller den indre delen av transportøren.Sørg for at maskinen slår av strømmen for å unngå mulige skader.I noen applikasjoner for matproduksjon er det noe bløtt mel, sirup eller andre gjenstander som faller ned i transportørsystemet og resulterer i forurensning av transportøren.
Noen forurensende stoffer som støv, grus, sand eller kullet kan også påvirke transportørsystemet for å støte på alvorlige problemer.Derfor er den rutinemessige eller periodiske rengjøringen av transportørsystemet den essensielle jobben for å holde utstyret under normale forhold.
Vedlikehold
Den rutinemessige eller periodiske undersøkelsen av transportøren er hovedsakelig for å forhindre noen uvanlige problemer, og hjelpe deg med å vedlikeholde transportøren før feilsituasjonene oppstår.Generelt kan brukere sjekke slitasjetilstanden ved visuell inspeksjon, og bestemme om det er nødvendig å fortsette med vedlikehold eller utskifting eller ikke.Vennligst se Feilsøking i venstre meny for vedlikehold og utskifting.
Transportbåndet har en viss levetid ved vanlig bruk;garantien for HOGSBELT transportbånd er 12 måneder.Etter lang tids bruk vil beltet være utslitt, bøyes på grunn av overbelastning eller forstørret avstand.Av alle grunner som er nevnt ovenfor vil det resultere i feil inngrep mellom beltet og tannhjulene.Det er nødvendig å vedlikeholde eller bytte beltet på det tidspunktet.
Under transportørens drift vil transportbåndet, slitestrips og kjedehjul slites spontant.Hvis det er noen slitasjesituasjon på transportbåndet, anbefaler vi å erstatte med nytt beltetilbehør for å holde transportbåndet i drift under normale forhold.
Vanligvis, når transportøren må byttes ut med det nye beltet, anbefales det på det sterkeste å fornye slitelistene og tannhjulene samtidig.Hvis vi forsømmer noen av dem, kan det øke slitasjeskaden på beltet og forkorte levetiden til beltet og tilbehøret.
For det meste trenger HOGSBELT transportbånd bare å erstatte nye beltemoduler med skadeposisjonen, det trenger ikke å bytte hele beltet.Bare demonter den skadede delen av beltet, og bytt ut med nye moduler, så kan transportøren enkelt være i drift igjen.
Sikkerhet og advarsel
Når transportbåndet er i drift, er det flere farlige posisjoner som operatører, brukere og vedlikeholdspersonale må være oppmerksomme på.Spesielt den drevne delen av transportøren kan klemme seg fast i eller skade menneskekroppen;derfor må alle ha riktig opplæring og opplæring av transportbånd i drift på forhånd.Det er også nødvendig å merke de farlige advarslene og indikasjonene på fareposisjonen med spesielle farger eller advarselsskilt, for å forhindre at det oppstår en utilsiktet risiko under drift av transportbåndet.
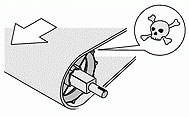
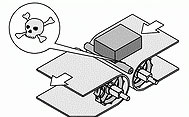
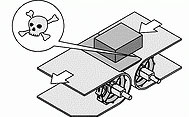
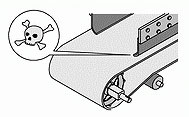
Indikasjon på farlig posisjon
▼ Posisjonen der drivhjulet er koblet til reim.
▼ Posisjonen som returnerer rullens kontakt med beltet.
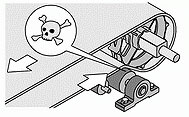
▼ Posisjonen som ledehjulet drev i inngrep med beltet.
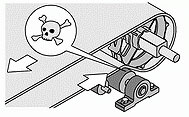
▼ Avstand til overføringsposisjon mellom transportbånd.
▼ Intervallet mellom transportbånd med overføringsvalse.
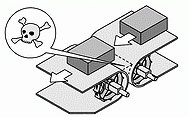
▼ Intervallet mellom transportbånd med død plate.
▼ Posisjonen som beltet kom i kontakt med sidesikring.
▼ Bakoverbøyningsradiusposisjonen i bærevei.
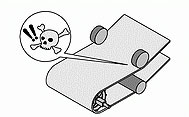
▼ Bakoverbøyeradiusposisjonen i retur.
▼ Posisjonen som beltekanten kom i kontakt med rammen.
Belte går i stykker
| Grunnen til | Løsningsmetode |
| Strømbrudd under transport av store mengder produkter, mens strømmen slås på igjen, vil transportøren starte raskt med full lasting, den sterke trekkspenningen forårsaker at transportbåndet går i stykker. | Fjern bæreprodukter fra beltet og bytt ut de nye modulene ved det ødelagte området, og start deretter opp systemet igjen. |
| Det er fundamentert hindringer mellom transportørrammen og båndet, for eksempel løsskruer eller avstandsstykker til støttende slitelister.Disse kan forårsake overbelastning og skade transportbåndet. | Fjern hindringer og juster kontaktgapet mellom transportørrammen og beltet. |
| Bakoverbøyningsradiusposisjonen ble sittende fast av fremmedlegemer i gapet mellom plastbeltemoduler. | Vennligst se Backbend Radius i Incline or Decline Design Kapittel. |
| Avvik i belteløpet forårsaker destruktivitetshindringen, for eksempel unormal støt eller kontakt med festeskruer på maskinrammen. | Kontroller maskinrammen fullstendig, og overvåk eventuelle unormale slakkeforhold, spesielt på de festeskruene. |
| Staver falt av fra låsehullet, førte til at hengselstengene kom ut fra kanten på transportbåndet og klemte den innvendige rammen av maskinkroppen. | Skift ut de skadede transportbåndmodulene, hengselstengene og låsestangene.og kontroller all unormal tilstand nøye. |
| Bakoverbøyningsradiusvinkelen er for smal, noe som resulterer i skade på grunn av komprimerende hindring. | Vennligst se Backbend Radius i Incline or Decline Design Kapittel |
Dårlig engasjement
Ha på
| Grunnen til | Løsningsmetode |
| Det er en vinkelavbøyning av transportørrammen. | Juster strukturen til transportøren. |
| Slitelister monteres ikke parallelt med transportørrammen. | Juster strukturen til transportøren. |
| Det ble ikke reservert passende mellomrom for båndbredden og siderammen til transportøren | Vennligst se Grunnleggende dimensjon i kapittelet Designspesifikasjoner. |
| Miljøet for transportørdrift har store endringer i temperaturen i termisk ekspansjon og sammentrekning. | Se ekspansjonskoeffisient i kapittelet Designspesifikasjon. |
| Midthjulet låser ikke nøyaktig midtposisjonen til transportørens driv-/mellomløpsaksel | Demonter tannhjulet fra akselen og tilbakestill det til den nøyaktige senterposisjonen til akselen. |
| Den midtre rette linjen på transportbåndet griper ikke ordentlig inn i det midtre tannhjulet. | Juster strukturen til transportøren for riktig inngrep. |
Uvanlig lyd
| Grunnen til | Løsningsmetode |
| Deformasjonen av transportørstrukturen forårsaker at kjedehjulsnavet ikke er i stand til å ha riktig inngrep med det koniske rommet under overflaten av transportbåndet. | Juster driv-/mellomløpsakselen 90 grader til transportørrammen. |
| For det splitter nye transportbåndet er det noen grader igjen på plastmoduler etter injeksjonsforming. | Dette vil ikke påvirke driftsfunksjonen til beltet, gratene vil forsvinne etter langvarig drift. |
| Tannhjul og transportbåndet er overdreven slitasje eller selve båndet overdreven slitasje. | Bytt ut nye tannhjul eller nytt transportbånd. |
| Støtteposisjonen til transportbåndet bruker ikke materiale med lav friksjonskoeffisient for å produsere støttende avstandsstykker. | Bytt ut de støttende avstandsstykkene som var laget av plastmaterialet med lav friksjonskoeffisient. |
| Transportørrammen har løsnet. | Kontroller hele rammen på transportøren og fest hver enkelt skruebolt. |
| Det er funnet andre gjenstander som fester seg i leddspalten til moduler. | Fjern de andre gjenstandene og rengjør beltet. |
| På grunn av temperaturvariasjonen har transportbåndet en stor endring i termisk ekspansjon og sammentrekning. | Vennligst se Temperaturområde for beltematerialer og velg transportbåndet som er egnet for det aktuelle temperaturområdet. |
Skjelve
| Grunnen til | Løsningsmetode |
| Intervallet mellom returveisvalsene er for stort. | For å justere et riktig intervall mellom valser, vennligst se Catenary Sag Table i kapittelet Beltelengde og spenning. |
| Overdreven kurve av kontaktledningsnedbøyning i returveien kan føre til at kontaktvinkelen mellom kontaktledningsnedbøyningsposisjonen og returveisvalsene blir stupbratte.Det vil resultere i stigningsbevegelsen til beltet, og kjedehjulet kan ikke absorbere spenningen i returveien jevnt.Beltet vil fungere i skjelvende tilstand. | For justering av riktig intervall mellom valser, vennligst se Catenary Sag Table i kapittelet Incllength & Tension. |
| Feil skjøting av slitestrips og holdeskinner vil påvirke beltets funksjon. | Juster eller monter tilbake holdeskinner.Skinnene i belteinngangen må bearbeides til invertert trekant. |
| Det er et for stort fall i vinkelen på leddposisjonen mellom driv-/mellomløpsakselen og støtteposisjonen. | Vennligst se Grunnleggende dimensjon i kapittelet Designspesifikasjoner. |
| Bakoverbøyeradiusen til beltet følger ikke minimumsradiusbegrensningen i design. | Vennligst se Backbend Radius Ds i Incline or Decline Design kapittelet. |
| Diameteren på returrullene eller slitelistene er for liten;det vil føre til deformering av slitestripene. | Vennligst se Returveiruller i Returvei-støttekapittelet. |
| Returstrammingen til beltet stemmer ikke helt med beltets bæreveisspenning. | Juster spenningen riktig, det kan også enten øke eller redusere lengden på transportbåndet. |
| EASECON svingende transportbånd har for stor innvendig radius. | Juster spenningen på transportbåndet riktig som nevnt ovenfor, eller skift direkte ut holdeskinner med materialet med lav friksjonskoeffisient som teflon eller polyacetal.Bruk av såpevæske eller smøremiddel på innsiden av holdeskinnene, øvre slitestrips og nedre nivå er også tilgjengelig.Denne metoden kan være nyttig for å løse problemet. |
Overflatearr
| Grunnen til | Løsningsmetode |
| Uforsiktig kutting av bladarbeidet etterlot noen dype arr på beltets overflate. | Sandpapir beltets overflate glatt.Hvis strukturen til beltet har alvorlig skade, må du erstatte den skadede posisjonen med nye moduler. |
IQF
| Grunnen til | Løsningsmetode |
| Feil i drift ved oppstart av transportbånd av individuell hurtigfrysingsprosedyre, og beltemoduler sitter fast ved ekstrem kulde, vil resultere i den sterke spenningen ved oppstart av systemet;det er overdrevent høyere enn strekkstyrken som transportbåndet kan tåle. | Sørg for at systemet starter opp med riktig prosedyre, og bytt ut nye moduler ved det ødelagte området;start deretter transportøren i henhold til riktig prosedyre.Vennligst se Lav temperatur i kapittelet om støttemetode. |
| Beltelengden er for kort, og den vil briste på grunn av termisk ekspansjon og sammentrekning. | Se ekspansjonskoeffisient i kapittelet designspesifikasjoner for å beregne den nøyaktige beltelengden som kreves. |
| Bredt kontaktområde mellom slitestrips og transportbånd vil føre til at isen hoper seg opp. | Velg smalere slitestrips for å redusere kontaktområdet, vennligst se Lav temperatur i kapittelet om støttemetode. |
| Stor temperaturvariasjon av termisk ekspansjon og sammentrekning vil resultere i at transportørrammen deformeres og vris. | Under fremstillingen av integrert transportør, bør tilkoblingsenheten til den langsgående rammen holde minst 1,5 M avstand. |